联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼
航天产品中许多高精度、结构复杂的零件采用传统的金属切削加工效率低、合格率低,很难适应航天任务的需求,但是,如果通过改进加工工艺流程,采用电加工技术很多问题就迎刃而解了。下面就让慧闻智造通过几个典型案例来探讨电加工技术在提高零件精度、表面质量以及加工效率等方面的优点。慧闻智造是一家有着十多年cnc加工经验的机加工厂,拥有齐全的设备,CNC数控车/铣/磨/钻/加工,欢迎有零件加工需求的合作商致电联系进行报价。
1. 案例一:采用线切割技术解决航天零件细长孔加工难题
如图1所示的零件,材料为:1Cr18Ni9Ti,外径10.5 mm,内孔直径4(公差0~0.12)mm,总长23.5 mm。根据设计要求,内孔直径4(公差0~0.12)mm尺寸公差必须满足图样要求。因此内孔直径4(公差0~0.12)mm成为该航天零件加工的难点。

难点一:材料为难加工材料。1Cr18Ni9Ti为奥氏体不锈钢,韧性大、热强度高、导热系数低、加工过程中硬化严重和散热困难等诸多因素,导致刀尖处切削温度高、极易产生积屑瘤,既加剧了刀具的磨损,又影响了零件表面粗糙度。
难点二:孔小、尺寸精度高。内孔直径4(公差0~0.12)mm直接采用钻削方式根本无法达到图样尺寸精度要求,采用车削镗孔方式,由于孔的深径比大于5,镗刀直径必须小于4 mm,强度低且刀尖磨损严重,同样无法确保尺寸精度和表面粗糙度。该孔一直采用车削加工,先用φ3.8 mm的钻头钻孔,然后用铰刀铰孔,每次铰孔前均需要用新铰刀试铰,再手工磨制铰刀摸索切削参数。如此加工效率极低,每件加工耗时2 h左右,而且内孔加工容易出现锥度,合格率仅为30%左右,长期以来只能通过多投产来保数量。
为了确保航天零件加工满足图样设计要求,经过多次试验,将零件按照图样要求车外圆φ10.5 mm和长度23.5 mm到尺寸,并确保尺寸一致性在0.02 mm内,内孔用φ2 mm钻头打通作为线切割的穿丝孔。然后,用夹具夹外圆找正,采用慢走丝线切割加工内孔。
案例二:电火花成形解决航天零件走线槽毛刺问题
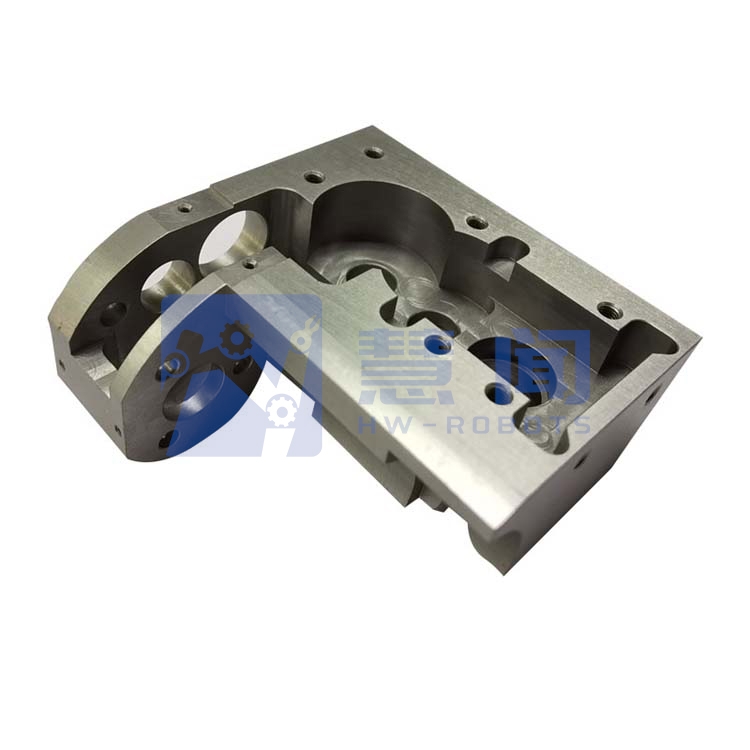
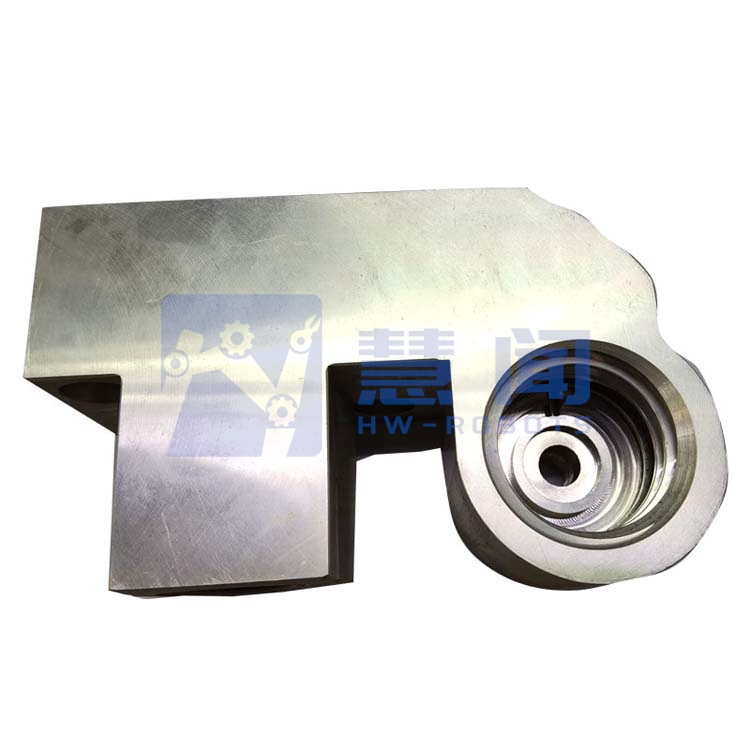
如图2所示零件是由两种不同材料焊接而成,其中中间两段有1.5 mm×3 mm和1.5 mm×3.5 mm的走线槽,φ1.5 mm通孔走线孔,走线孔和走线槽的加工只能在分段单件粗加工之后进行,由于零件精车过程中毛刺翻到走线槽和孔内,长期以来走线槽和孔毛刺的去除都是由钳工手工用什锦锉刀倒角完成,由于中间两段之间的距离只有5 mm(见图2),施展锉刀空间狭小,导致在修锉去毛刺过程中把零件划伤(见图3、图4)。

可以看出手工修锉走线槽和孔存在以下几方面的缺点:①修锉过程中零件表面质量不易控制,很容易造成零件表面划伤。②手工修锉去毛刺效率低下。③手工修锉走线槽倒角一致性不能保证。④手工去毛刺后容易引起二次毛刺。
可以看出手工修锉走线槽和孔存在以下几方面的缺点:①修锉过程中零件表面质量不易控制,很容易造成零件表面划伤。②手工修锉去毛刺效率低下。③手工修锉走线槽倒角一致性不能保证。④手工去毛刺后容易引起二次毛刺。
针对零件的结构特点以及加工特点,提出采用电火花成形的加工方法去除零件1.5 mm×3 mm和1.5 mm×3.5 mm走线槽以及φ1.5 mm走线孔边沿的毛刺。根据图5设计加工如图6所示成形电极。

通过工艺试验表明:针对零件1.5 mm×3 mm和1.5 mm×3.5 mm的走线槽以及φ1.5 mm走线孔边沿的毛刺,采用电火花成形的加工方法进行加工去除具有如下几方面的优点:①零件去毛刺过程可控,且不会造成零件表面划伤。②大大减轻了劳动强度。③操作过程可控、省时高效,加工效率能提高50%以上。④能保证倒角加工的一致性,适合零件的批量化生产。采用电火花成形加工效果良好,其加工后效果如图7、图8所示。
通过上述典型案例分析表明,随着电加工技术的快速发展,许多采用传统金属切削加工很难解决的问题,采用现代电加工技术能“迎刃而解”。实践说明电加工不但能提高零件的加工合格率、表面质量,而且还能提高加工效率,降低成本。长期致力于高精、高难、易变形的金属和塑胶零部件加工,轻质合金与复合材料(如铝合金、碳纤维等)零件中小批量生产制造,及机器人零部件采购与定制服务。因此,慧闻要不断创新、开拓思路,利用电加工技术优势结合先进的金属切削技术来制定高效、优质的加工方案,提高零件的加工精度和合格率,才能确保航天产品的高可靠性。