联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼
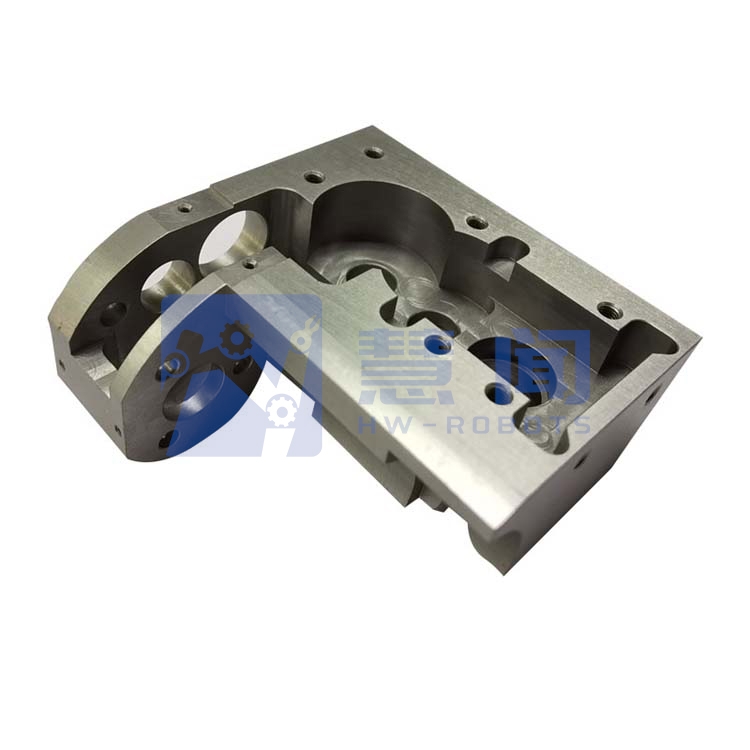
一、机械零配件加工的性能
1、铸造性能:指金属或合金是否适合铸造的一些工艺性能,主要包括流性能、充满铸模能力;收缩性、铸件、机械零配件加工
凝固时体积收缩的能力;偏析指化学成分不均性。
2、焊接性能:指金属材料通过加热或加热和加压焊接方法,把两个或两个以上金属材料焊接到一起,接口处能满足使用目的的特性。

3、顶气段性能:指金属材料能承授予顶锻而不破裂的性能。
机械零配件加工,机械零配件加工的作用是如何呢
4、冷弯性能:指金属材料在常温下能承受弯曲而不破裂性能。弯曲程度一般用弯曲角度α(外角)或弯心直径d对材料厚度a的比值表示,a愈大或d/a愈小,则材料的冷弯性愈好。
5、冲压性能:金属材料承受冲压变形加工而不破裂的能力。在常温进行冲压叫冷冲压。检验方法用杯突试验进行检验。
机械零配件加工,机械零配件加工的作用是如何呢
6、锻造性能:金属材料在锻压加工中能承受塑性变形而不破裂的能力。
二、机械零配件加工的轮廓处理
1、未注形状公差应符合GB1184-80的要求。
2、未注长度尺寸允许偏差±0.5mm。
3、未注圆角半径R5。
4、未注倒角均为C2。
5、锐角倒钝。
6、锐边倒钝,去除毛刺飞边。
三、机械零件加工的表面处理
1、零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
2、加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。 所有需要进行涂装的钢铁制件表面在涂漆前,必须将铁锈、氧化皮、油脂、灰尘、泥土、盐和污物等除去。
3、除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去钢铁制件表面的油脂、污垢。
4、经喷丸或手工除锈的待涂表面与涂底漆的时间间隔不得多于6h。
5、铆接件相互接触的表面,在连接前必须涂厚度为30~40μm防锈漆。搭接边缘应用油漆、腻子或粘接剂封闭。由于加工或焊接损坏的底漆,要重新涂装。