联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼
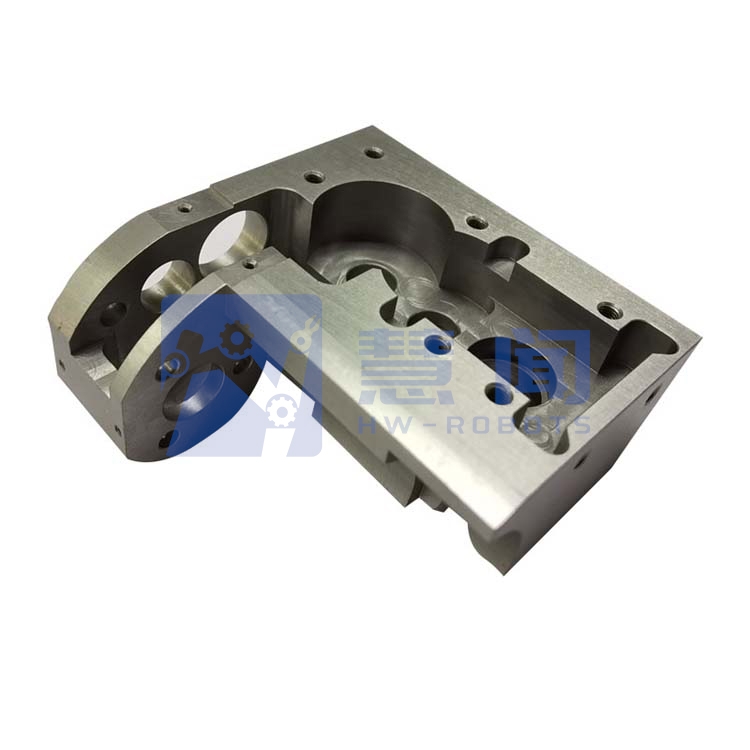
在此之前,咱们跟大家共享过精密零件加工的原则和特点以及优点等常识,那么今天咱们持续给大家共享下非标零件加工的方法:

非标精密零件的加工对精度的要求是极高的,要到达超光滑的加工表面和极高的加工精度,那自然对刀具就由很高的要求,如果刀具出现磨损,那加工表面质量就将会下降。并且在超精细切削的时分,和一般的切削规则不一样的是,其切削速度不受刀具标准寿数的限制。
非标精细零件加工时一般挑选最小的转速,这是依据超精细机床的传动特性和切削特性决议的,由于在转速最小的时分能够使表面粗糙度最小,从而确保加工质量很高。当然前提是要确保机床的质量才能够带动高切削速度确保加工的效率。
非标精细零件加工要依据切削刀具、切削速度、切削深度以及进给速度等参数挑选,依据以往的经验咱们知道,在加工塑性材料时,假如挑选较大前角的刀具能够有用按捺积屑瘤的构成,这是刀具前角增大时,切削力减小,切削变形小,刀具与切屑的接触长度变短,减小了积屑瘤构成的基础。