联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼
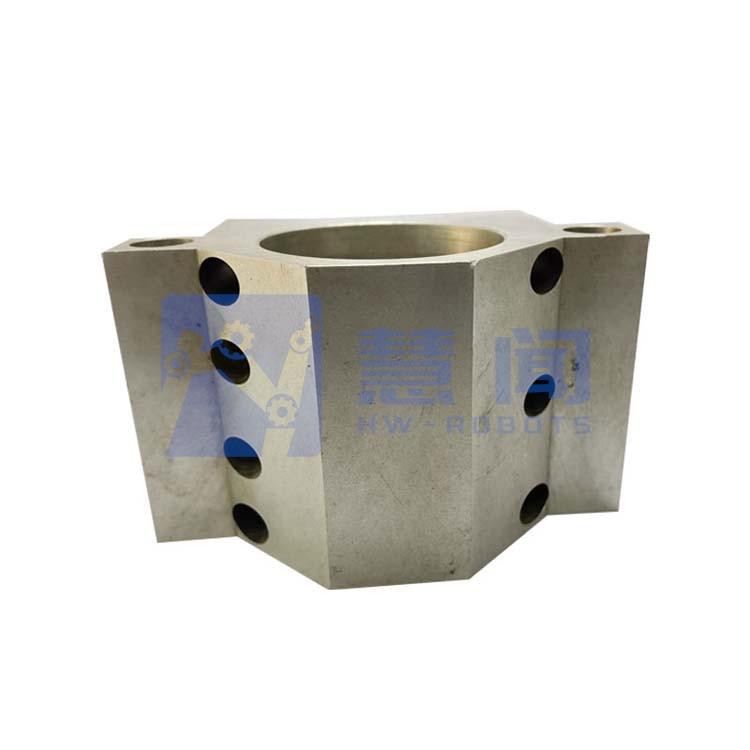
在飞机结构中,为了减轻重量,采用了大量的铝合金材料的薄壁零件,由于铝合金零件材料热膨胀系数较大,薄壁加工过程中很容易变形。尤其是在采用自由锻毛坯时,加工余量大,变形问题更为突出。
1、铝合金零件加工变形的原因
铝合金零件加工变形的原因很多,与材质、零件形状、生产条件、切削液的性能等都有关系。主要有以下几个方面:
❖ 毛坯内应力引起的变形
❖ 切削力、切削热引起的变形
❖ 夹紧力引起的变形

2、减少cnc零件加工变形的工艺措施
1)降低毛坯的内应力
采用自然或人工时效以及振动处理,均可部分消除毛坯的内应力。预先加工也是行之有效的工艺方法,不仅可以减少以后工序的加工变形,而且预先加工后放置一段时间,还可以释放一部分内应力。
2)改善刀具的切削能力
刀具的材料、几何参数对切削力、切削热有重要的影响,正确选择刀具,对减少零件加工变形至关重要。
对于精度要求高的零件,有时需要进行二次半精加工,然后再进行精加工。粗加工之后,零件可以自然冷却,消除粗加工产生的内应力,减小变形。粗加工之后留下的余量应大于变形量,一般为1——2mm。精加工时,零件精加工表面要保持均匀的加工余量,一般以0.2——0.5mm为宜,使刀具在加工过程中处于平稳的状态,可以大大减少切削变形,获得良好的表面加工质量,保证产品的精度。
3)操作技巧
铝合金材料的零件在加工过程中变形,除了上述的原因之外,在实际操作中,操作方法也是非常重要的。
3、减少加工变形的工艺措施
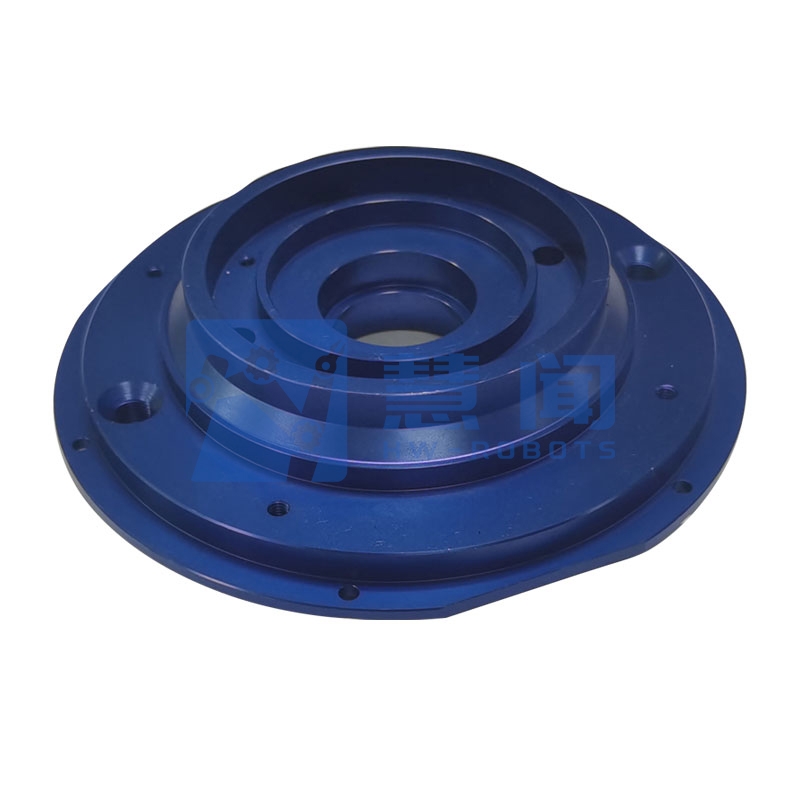
铝氧化加工铝合金铸造一般都是用金属型铸造,金属铝及铝合金具有很好的流动性和可塑性,但在使用过程中容易变黑,到底怎么回事呢?

1)工艺设计不合理
铝合金压铸件在清洗或压检后处理不当,为铝合金压铸件发霉变黑创造了条件,加速了霉变的生成。
2)仓储管理不到位
将铝合金压铸件存放在仓库不同的高度,其发霉的状况也不同。
3)铝合金的内部因素
很多铝合金压铸件厂家在压铸、机加工工序之后,不做任何清洁处理,或者简单的用水冲冲,无法做到彻底清洗干净,压铸铝表面残留有脱模剂、切削液、皂化液等腐蚀性物质以及其他污渍,这些污渍加快了铝合金压铸件长霉点变黑的速度。
4)铝合金零件外部环境因素
铝是活泼金属,在一定的温度和湿度条件下极易氧化变黑或发霉,这是铝本身的特性决定的。
5)选用清洗剂不得当选用的清洗剂具有强腐蚀性,造成压铸铝腐蚀氧化。