联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼
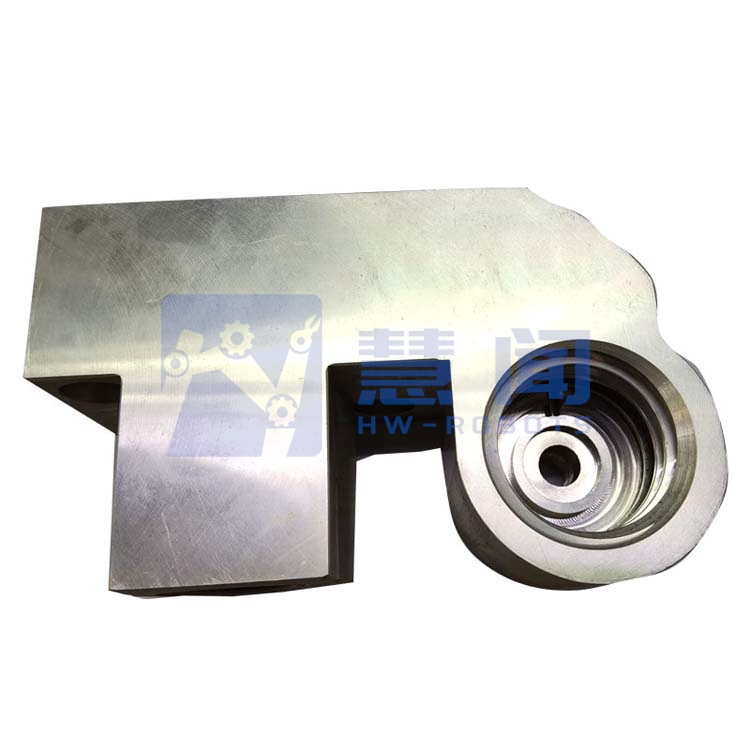
针对高效率金属材料切削加工的原材料而言,切削刀具和切削规范是三个要害要素。这种决策了加工時间,刀具使用寿命和加工质量。-种经济发展合理的加工方法务必是切削规范的有效选择。
数控车床加工切削规范的三个要素:切削速度,进给速率和切削深层当即形成专用工具受损。伴随着激光切割速率的提高,刀溫度会.上升,可能会导致机械设备,有机化学和热损坏。切削速度提高了20% ,刀具使用寿命降低了1/2。
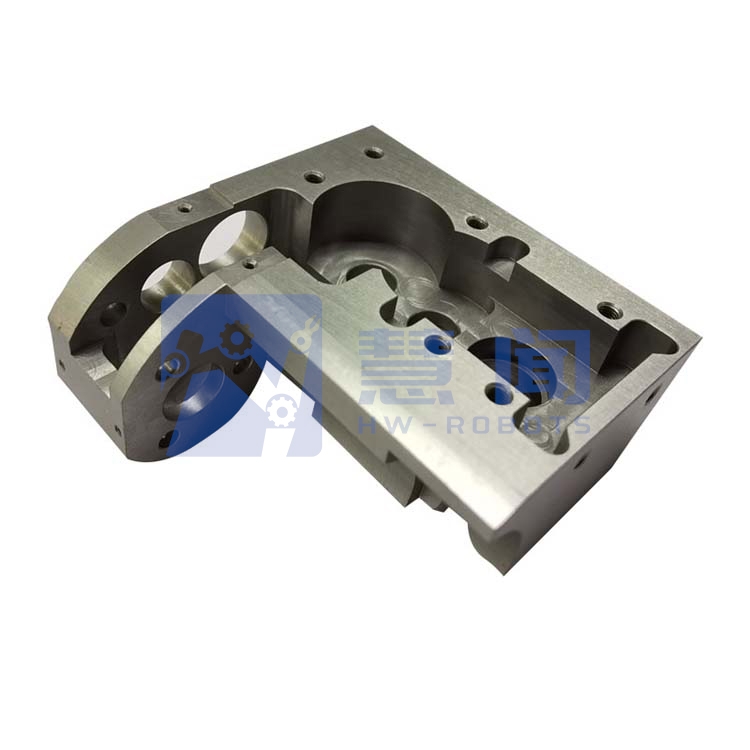
进给规范与刀具后侧的损坏在不大的规模之内相关。但是,进给速率大,切削溫度升高,侧后方损坏大。它对专用工具的危害低于切削速度。虽然切削深层对切削速度和进给速率沒有危害,但是在小深层切削的情况下,硬底化层是由切削原材料形成的,这也危害了刀具的使用寿命。但是在操作过程中,数控车床加工的刀具使用寿命的选择与刀具损坏,机械加工标准转变,工艺性能,切削噪音和调质处理相关。清晰加工规范时,有必要依照具体情况展开科学研究。针对难加工的原材料,比方不锈钢板和耐热合金,数控车床加工应用冷冻液或刚度刀头。

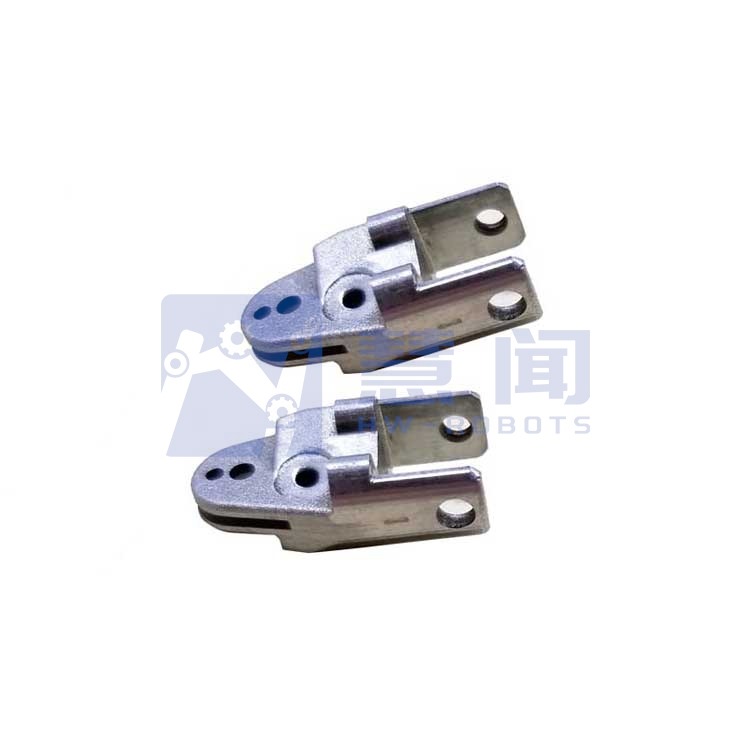
数控加工中心的功用全面数控加工中心是一种功用较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功用集中在一台设备上,使其具有多种工艺手法。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序主动选用和替换。数控加工中心的主动化程度高工件在加工中心上经一次装夹后,数字操控体系能操控机床按不同工序,主动选。
择和替换刀具,主动改变机床主轴转速、进给量和刀具相对工件的运动轨道及其他辅佐机能,依次完成工件几个面上多工序的加工,并且有多种换刀或选刀功用。进给速度是数控机床切削用量中的重要参数,首要根据零件的加工精度和外表粗糙度要求以及刀具、工件的材料性质选取。

大进给速度受机床刚度和进给体系的性能约束。确定进给速度的准则:当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100-200mm/min规模内选取;在堵截、 加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20-50mm/min规模内选取;当加工精度,外表粗糙度要求高时,进给速度应选小些,一般在20-50mm/min规模 内选取;刀具空行程时,特别是远距离“回零”时,能够设定该机床数控体系设定的zui高进给速度。