





联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼

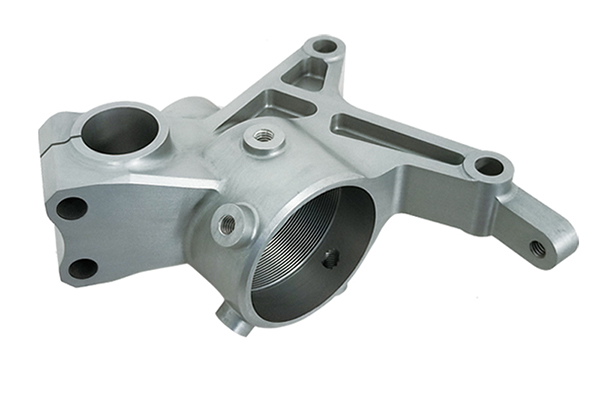
精密塑胶零件加工优势:加工零件更改时,一般只必须变更数控机床程序流程,可节省出产现场管理時间。批量出产制作,产品品质非常容易操作。机床本身的精度高、刚度大可选择有利的加工用量,产出率高。可开展多座标的协同,能加工姿态繁杂的零件。加工精度高,具备较高的加工品质。机床自动化技术水平高,能够缓解劳动效率。CNC加工缺点:塑胶零件加工供应商对实际操作工作人员的素养规则较低,对维护保养工作人员的技术要求较高。但其加工线路不易控制,不像一般机床一样形象化。

切削用量有几大要素?有几种资料的刀具?怎么确认塑胶零件加工供应商刀具的转速,切削速度,切削宽度?平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。一般铣削时,尽量选用二次刀加工,第一次刀最好用端铣刀粗铣,沿工件表面接连走刀。每次走刀宽度引荐至为刀具直径的60%—75%。立铣刀和镶硬质合金刀片的端铣刀首要用于加工台、凹槽和箱口面。球刀、刀(亦称圆刀)常用于精密塑胶零件加工曲面和变斜角轮廓外形。而球刀多用于半精加工和精加工。镶硬质合金刀具的圆刀多用于开粗。
高精密塑胶零件加工供应商当高精密加工时,挑选的原材料假设缺乏强,那麼就将会造成加工出去的零件不行以考虑使用机械设备的有必要,于那样加工必须明晰的对原材料的规则的有关状况!高精密零件加工技术员应当把握硬度规则和要求以及知识精密塑胶零件加工的知识点,一些构件在机器设备中使用的硬度规则较高,但这一般仅仅在加工钢件的硬度规则,假设原材料,那麼硬度-般不行以太硬 ,不然会造成原材料厚实,损害设备的一切正常工作中。

塑胶零件加工供应商不锈钢(不锈耐酸钢)难题(Emerson)点是:不锈钢的黏附(toadhere)性及熔着性强,切削十分容易黏附在车刀侧刃上,使钻削标准恶变;CNC加工不锈钢时冲击性、轰动很大,使车刀刀齿易崩刃和损坏(零部件无效的一种基础品种)。精密塑胶零件加工不锈钢(不锈耐酸钢)时,钻削刃不仅锋利又要能承当冲击性,容屑槽要大。选用波型刃立铣刀加工不锈钢(不锈耐酸钢)管件或厚壁件,钻削欢快,轰动小,切削易破,钢件不形变。

在高精密零件加工全过程中,精密塑胶零件加工工件置放于基本上,应在随意情况下地面找平,随后将地脚螺丝匀称地卡紧。针对一般机床,水平仪读值不超越0.04/100mm,针对塑胶零件加工供应商高精度的机床,水平仪不超越0.02/100mm。在精确丈量装置精度时,应在安稳溫度下开展,丈量仪器须经一段恒温時间后再应用。机床装置时要不遗余力避免使机床形成逼迫形变的装置方式。机床装置时不行随意拆下来机床的一些构件,构件的拆装将会形成 机床热应力的分配,进而影响机床精度。

