





联系人:潘小姐
手机:17507552151(微信同步)
电话:0755-85275462
Q Q:946445659
邮箱:psq@hw-robots.com
网址:www.hw-robots.com
地址:中国·广东省深圳市宝安区福海街道桥头社区立新路2号天佑创客产业园A栋1楼

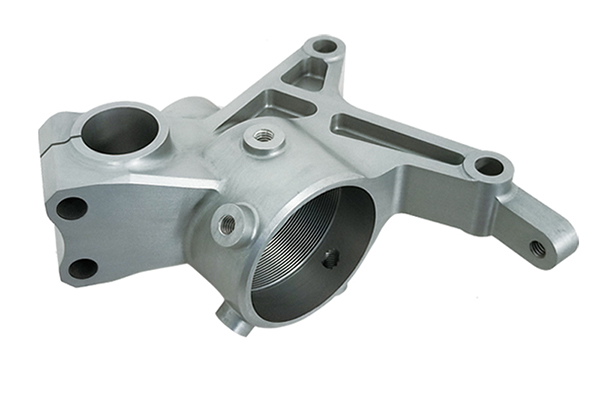
精密镁合金零件加工去除氧化皮,零件加工外表上,不应有划痕、擦伤等损伤零件外表的缺陷,去除毛刺飞边;钢铁件经调质处理,零件进行高频淬火,350 ~ 370°C回火,HRC40~45 ,渗碳深度0.3mm ,进行高温时效处理;铝件可通过喷砂阳极氧化、硬质氧化、发黑、钝化、磷化等后处理;镁合金可以进行微弧氧化等;镁合金零件加工厂温度不得超越100°C ,齿轮安装后,齿面的接触斑点和侧隙应符合规定;安装液压体系时允许使用密封填料或密封胶,应避免进入体系中,进入安装的零件及部件,均有必要具有查验部分的合格证方能进行安装。

镁合金零件加工厂不锈钢(不锈耐酸钢)难题(Emerson)点是:不锈钢的黏附(toadhere)性及熔着性强,切削十分容易黏附在车刀侧刃上,使钻削标准恶变;CNC加工不锈钢时冲击性、轰动很大,使车刀刀齿易崩刃和损坏(零部件无效的一种基础品种)。精密镁合金零件加工不锈钢(不锈耐酸钢)时,钻削刃不仅锋利又要能承当冲击性,容屑槽要大。选用波型刃立铣刀加工不锈钢(不锈耐酸钢)管件或厚壁件,钻削欢快,轰动小,切削易破,钢件不形变。
任何一种精密镁合金零件加工方法能获得的加工精度和表面粗糙度都有一个相当大的规模,但只有在某一个较窄的规模才是经济的,这个规模的加工精度就是经济加工精度。要考虑cnc加工件材料的性质。要考虑镁合金零件加工厂的结构形状和尺度巨细。要考虑生产率和经济性要求。大批大量生产时,应采用高效率的先进工艺。甚至可以从根本上改变毛坯的制造方法,可削减机械加工的劳动量。要考虑工厂或车间的现有设备情况和技术条件.挑选加工方法时应充分利用现有设备,发掘企业潜力,发挥工人的积极性和创造性。

主动化程度高,可以减轻操作者的膂力劳动强度。镁合金零件加工厂进程是按输入的程序主动结束的,操作者只需开始对刀、装卸工件、替换刀具,在加工进程中, 主要是调查和监督车床工作。但是,由于数控车床的技术含量高,操作者的脑力劳动相应进步。精密镁合金零件加工零件精度高、质量安稳。数控车床的定位精度和重复定位精度都很高,较容易确保一批零件尺度的共同性,只需工艺规划和程序正确合理,就可以确保零件取得较高的加工精度,也便于对CNC数控车床加工进程实行质量操控。

当一台精密镁合金零件加工在加工小的工件时,工装上一次可以装夹几个工件,编程者不必考虑每一个工件在编程时的坐标零点,而只需依照略自的编程零点进行编程,然后运用夹具偏置来移动机床在每个工件. 上的编程零点。夹具偏置是运用夹具偏置指令G54 ~G59来履行的。还有一种办法就是运用G92指令设定坐标系。当一个工件加工完结之后,加工下一个工件时运用G92来重新设定新的工件坐标系。上面是在镁合金零件加工厂中常用的三种补偿 ,它给我们的编程和加工带来很大的便利,能大大地提高工作效率。

处理基本原理不正确:精密镁合金零件加工的关键差错是因为相似加工健身运动或相似刀具轮廊造成的差错。因为加工基本原理不正确,因而称之为加工基本原理差错。要是关键差错在容许领域内,这类种类的处理依然是行得通的。数控车床的几何图形差错:机械设备制作出产制作差错,安裝差错和应用全过程中的损坏当即损害工件的加工精度。专用工具的出产制作差错和损坏:镁合金零件加工厂刀具加工全过程中的出产制作差错,安裝差错和损坏都是损害工件的加工精度。

